Pengertian OEE, Tujuan, Manfaat, Pengukuran dan Perhitungan Overall Equipment Effectiveness (OEE) Lengkap – Overall equipment effectiveness atau efektivitas peralatan secara keseluruhan merupakan istilah yang diciptakan oleh Seiichi Nakajima pada tahun 1960 untuk mengevaluasi seberapa efektif operasi manufaktur digunakan. Hal ini didasarkan pada cara berpikir Harrington Emerson mengenai efisiensi tenaga kerja.
Pengertian Overall Equipment Effectiveness (OEE) adalah suatu perhitungan yang dilakukan untuk mengetahui sejauh mana tingkat keefektifan suatu mesin atau peralatan yang ada. OEE merupakan salah satu metode yang ada dalam Total Produktive Mentenance (TPM). Umumnya, OEE digunakan sebagai indikator performasi suatu mesin atau peralatan.
Pengertian Overall Equipment Effectiveness (OEE) Menurut Para Ahli
Nakajima (1988)
Menurut Nakajima, Overall Equipment Effectiveness (OEE) adalah suatu metode pengukuran tingkat efektifitas pemakaian suatu peralatan atau sistem dengan mengikutsertakan beberapa sudut pandang dalam proses perhitungan tersebut.
Davis (1995:35)
Menurut Davis, Overall Equipment Effectiveness (OEE) adalah tingkat keefektifan fasilitas secara menyeluruh yang diperoleh dengan memperhitungkan availability, performance efficiency dan rate of quality product.
Rizkia (2015)
Menurut Rizkia, Overall Equipment Effectiveness (OEE) adalah suatu pengukuran efektivitas pemakaian suatu mesin/peralatan dengan menghitung ketersediaan mesin, performansi dan kualitas produk yang dihasilkan.
Tujuan Overall Equipment Effectiveness (OEE)
Tujuan OEE (Overall Equipment Effectiveness) yaitu sebagai alat ukur performa suatu sistem maintenance, dengan menggunakan metode ini maka bisa diketahui ketersediaan mesin atau peralatan, efesiensi produksi dan kualitas output mesin/peralatan.
Manfaat Overall Equipment Effectiveness (OEE)
Menurut Muwajih (2015) penggunaan OEE sebagai performance indicator, mengambil periode basis waktu tertentu, seperti: shiftly, harian, mingguan, bulanan, maupun tahunan. Pengukuran OEE lebih efektif digunakan pada suatu peralatan produksi. OEE bisa digunakan di beberapa jenis tingkatan pada lingkungan perusahaan, diantaranya yaitu:
- OEE bisa digunakan sebagai Benchmark untuk mengukur rencana perusahaan dalam performasi.
- Nilai OEE, perkiraan dari suatu aliran produksi, dapat digunakan untuk membandingkan garis performasi melintang dari perusahaan, maka akan terlihat aliran yang tidak penting.
- Jika proses permesinan dilakukan secara individual, OEE bisa mengidentifikasi mesin mana yang memiliki performansi buruk, bahkan mengidentifikasi fokus dari sumber daya TPM.
Secara umum, manfaat OEE (Overall Equipment Effectiveness) diantaranya yaitu:
- Menentukan starting point dari perusahaan ataupun peralatan/mesin.
- Mengidentifikasi kejadian bottleneck di dalam peralatan/mesin.
- Mengidentifikasi kerugian produktivitas (true productivity losses).
- Menentukan prioritas dalam usaha untuk meningkatkan OEE dan peningkatan produktivitas.
Pengukuran dan Perhitungan Overall Equipment Effectiveness (OEE)
Seperti yang diketahui, pengertian OEE (Overall Equipment Effectiveness) adalah perhitungan yang digunakan untuk menentukan tingkat produktivitas dan efektivitas peralatan. Rumus OEE (Overall Equipment Effectiveness):
OEE (%) = Availability (%) x Performance efficiecy (%) x Rate of Quality Product (%)
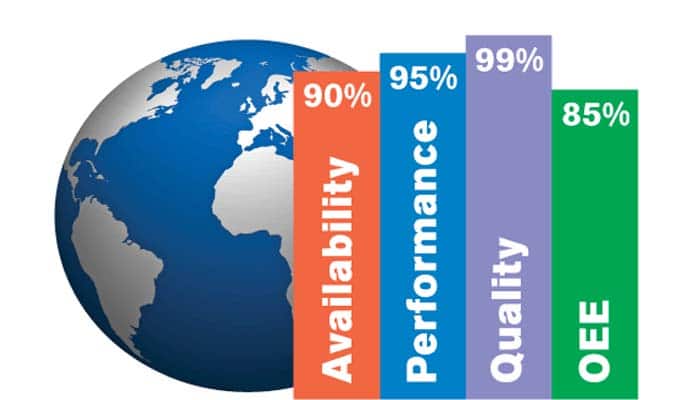
Berdasarkan penghargaan yang pernah diberikan Japan Institute of Plant Maintenance, kondisi ideal OEE yaitu (Nakajima, 1988):
- Availability > 90%
- Performance Efficiency > 95%
- Quality Product > 99%
Sehingga OEE yang ideal yaitu: 0,90 x 0,95 x 0,99 = 85%
Terdapat 3 (tiga) elemen produktivitas dan efektivitas peralatan yang bisa diukur yaitu availability, performance efficiency dan rate of quality product.
Availability
Availability adalah rasio dari lama waktu suatu mesin pada suatu pabrik digunakan terhadap waktu yang ingin digunakan (waktu tersedia). Availability merupakan ukuran sejauh mana mesin tersebut bisa berfungsi.
Availability ratio adalah tingkat efektivitas beroperasinya suatu mesin/peralatan. Availability ratio merupakan perbandingan antara waktu operasi dan waktu persiapan. Parameter ini menentukan tingkat kesiapan alat yang ada dan bisa digunakan. Ketersediaan yang rendah mencerminkan pemeliharaan yang buruk, sehingga untuk melakukan perhitungan nilai Availability diperlukan operation time, loading time dan downtime. Rumus Availability yaitu:
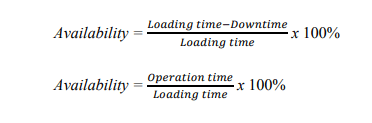
Keterangan:
Operation time, yaitu hasil yang didapatkan dari pengurangan loading time dengan waktu downtime mesin.
Downtime mesin, yaitu waktu proses yang seharusnya digunakan mesin tapi karena adanya gangguan pada mesin/peralatan mengakibatkan tidak ada output yang dihasilkan. Downtime meliputi mesin berhenti beroperasi akibat kerusakan mesin/peralatan, penggantian cetakan, pelaksanaan prosedur setup dan adjustment dan lain sebagainya.
Loading time, yaitu waktu yang tersedia per hari atau perbulan dikurang dengan waktu downtime mesin direncanakan.
Performance Efficiency
Performance efficiency adalah rasio dari apa yang sebenarnya dengan yang seharusnya pada periode tertentu atau bisa dikatakan perbandingan tingkat produksi aktual dengan yang diharapkan.
Menurut Nakajima (1988), performance efficiency adalah hasil perkalian dari operation speed rate dan net operation rate, atau rasio kuantitas produk yang dihasilkan dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk melakukan proses produksi. Rumus Performance Efficiency yaitu:
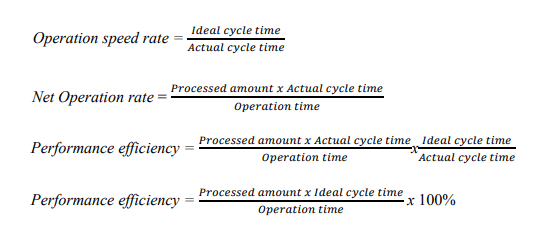
Operating speed rate adalah perbandingan antara kecepatan ideal mesinberdasarkan kapasitas mesin sebenarnya dengan kecepatan aktual mesin.
Net operation time berfungsi menghitung rugi yang diakibatkan oleh minor stoppage dan menurunnya kecepatan produksi. Tiga faktor penting yang diperlukan dalam menghitung performance efficiency, yaitu:
- Ideal cycle (waktu siklus ideal).
- Processed amount (Jumlah produk yang diproses).
- Operation time (waktu operasi mesin).
Rate of Quality Product
Menurut Nakajima (1988), rate of quality product adalah rasio jumlah produk yang baik terhadap total produk yang diproses. Rate of Quality Product menunjukkan produk yang bisa diterima per total produk yang dihasilkan. Rate of quality product ini memperhatikan dua faktor, diantaranya yaitu:
- Processed amount (jumlah yang diproduksi).
- Defect amount (jumlah produk yang cacat).
Rumus Rate of quality product yaitu:

Demikian penjelasan tentang Pengertian OEE, Tujuan, Manfaat, Pengukuran dan Perhitungan Overall Equipment Effectiveness (OEE) Lengkap Semoga bermanfaat dan sampai jumpa pada postingan selanjutnya.
Originally posted 2023-08-30 14:29:27.